
TL;DR: Most security systems fail in manufacturing because they are not built for heat, dust, vibration, or real operational workflows. A system that survives the shop floor uses industrial-grade hardware, strategic placement based on production activity, and integrated technologies like AI analytics and environmental sensors. When designed correctly, you get reliable uptime, faster investigations, and clear visibility into what is actually happening inside your facility.
Security that Survives the Shop Floor: Designing Systems for Heat, Dust, and Hazardous Production Environments
If you run or manage a manufacturing facility, you have likely seen this problem play out.
The cameras are installed. The system is live. Everything looks fine.
Then something happens.
Footage is unclear. A camera was offline. The angle missed the incident. No one can find the video quickly.
The issue is not that you lack security. The issue is that most industrial security systems for manufacturing environments are not designed for your conditions.
Heat, airborne particles, vibration, and constant movement break down standard equipment. Over time, reliability drops and confidence goes with it.
You should not have to question whether your system will work when something goes wrong.
Why Do Industrial Security Systems Fail in Manufacturing Environments?
Most systems fail because they are designed for clean, climate-controlled spaces, not production floors.
Installers often prioritize coverage and cost over long-term durability.
Here is what that leads to:
- Cameras that fail in high-temperature areas
- Dust and debris impacting image quality and hardware lifespan
- Equipment loosening or shifting due to vibration
- Blind spots in high-risk production zones
- Systems that are difficult to search when time matters
There is also a deeper issue.
Many systems are not designed around how your facility actually operates.
Shift changes. Material movement. Restricted areas. Forklift traffic.
If your system is not aligned to those realities, it will miss critical moments.
What Do Industrial Security Systems for Manufacturing Require to Survive?
A system that survives the shop floor is intentionally designed for harsh conditions and daily operations.
It is not about adding more devices. It is about building the right system from the ground up.
Designing industrial security systems for manufacturing requires a different approach than standard commercial deployments.
Core Components of a Durable Manufacturing Security System
Ruggedized Equipment
- Industrial-grade cameras designed for extreme temperatures and environments
- Protective housings to prevent dust and debris damage
- Explosion-proof options for hazardous areas where required
Operationally Driven Placement
- Coverage focused on production zones, not just entrances
- Visibility into workflows, bottlenecks, and high-risk areas
- Camera positioning based on real activity, not installation convenience
Integrated Technologies
- Access control aligned with shift schedules and restricted zones
- Video systems that allow fast search and investigation
- Environmental sensors that monitor air quality, temperature, and anomalies
Reliable Infrastructure and Support
- Network design built for uptime in industrial conditions
- Systems simple enough for operations teams to use daily
- Ongoing service to prevent failures before they happen
Solutions from partners like Motorola Solutions, Verkada, and Axis Communications can support this type of deployment when implemented correctly.
What Should You Evaluate Before Upgrading Your Manufacturing Facility Security System?
Before investing in new security, it is important to assess whether your current system is truly built for your environment.
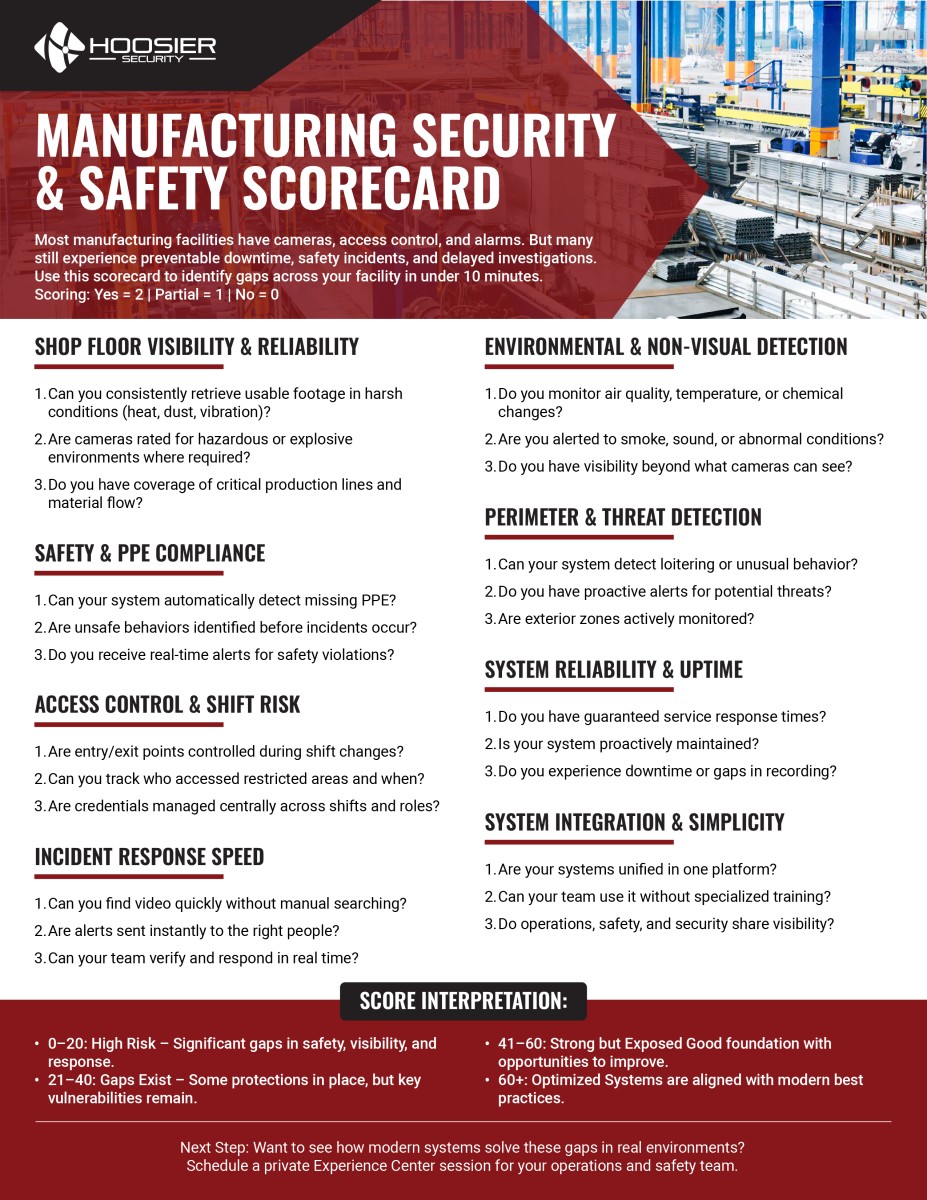
Manufacturing Security Evaluation Checklist
- Are your cameras rated for the actual conditions on your shop floor?
- Do you have coverage in production areas where incidents are most likely?
- Can your team quickly locate footage without manual searching?
- Does your access control system handle shift changes without slowing operations?
- Are environmental risks being monitored in real time?
- Do you have a service plan that ensures long-term system reliability?
If several of these answers are unclear or negative, your system is likely underperforming.
Download the full Manufacturing Security & Safety Scorecard here.
How Do Modern Industrial Security Systems Improve Shop Floor Visibility?
Modern systems shift security from reactive to proactive.
Instead of only recording events, they help you identify risks earlier and respond faster.
Key Technologies Making an Impact
AI Video Analytics
- Detect unusual behavior or safety risks
- Improve process visibility and incident review
- Enable faster search using natural language
Environmental Sensors
- Monitor air quality, temperature, and sound anomalies
- Provide early warnings for safety or operational issues
- Support compliance and workplace safety initiatives
Access Control Systems
- Manage movement across sensitive areas
- Reduce friction during shift changes
- Improve accountability and tracking
When these technologies work together, your system becomes a tool for both security and operations.
From System Failures to Reliable Visibility on the Shop Floor
A manufacturing facility approached Hoosier after repeated frustrations with their system.
Cameras near production lines were failing due to heat and dust. Footage was unreliable. Investigations took too long and often produced no clear answers.
The system was redesigned around their environment and operations.
- Installed equipment rated for harsh conditions
- Repositioned cameras to focus on production activity
- Implemented analytics to reduce search time
- Added environmental monitoring for early risk detection
The outcome was measurable.
Investigations that previously took hours were reduced to minutes. System reliability improved. The team gained confidence in their ability to respond when incidents occurred.
FAQ
Q: What are the best industrial security systems for manufacturing facilities?
A: The best systems are designed specifically for harsh environments. This includes industrial-grade hardware, strategic placement based on operations, and integrated technologies like analytics and environmental monitoring. The goal is reliability, not just coverage.
Q: Can standard security cameras handle manufacturing environments?
A: In some low-risk areas, yes. But in most production environments, they degrade quickly. Industrial-grade equipment is typically required for consistent performance.
Q: What is the most common design mistake in manufacturing security?
A: Designing for coverage instead of operations. Systems need to reflect how your facility runs, not just where devices can be installed.
Q: How do environmental sensors add value beyond cameras?
A: They detect conditions cameras cannot, such as air quality changes or abnormal sounds, giving you earlier insight into potential risks.
Q: Are cloud-based systems reliable in these environments?
A: Yes, when paired with a strong network design. Cloud systems simplify management and reduce reliance on on-site hardware.
See What Actually Works in a Real Manufacturing Environment
If your system struggles to perform in your environment, the issue is not the technology. It is the design.
The best way to solve that is to see what works in real-world conditions.
Schedule a visit to the Hoosier Security Experience Center to explore systems built for manufacturing environments. Or connect with a Hoosier advisor to evaluate your current setup and identify where it is falling short.
Your facility runs in demanding conditions every day.
Your security system should be built to keep up.


{kind=link}